The following comes from William Noyes’s 1910 classic, Handwork in Wood. See our previous Handwork in Wood posts here.
Winding-sticks, Fig. 205, consist of a pair of straight strips of exactly the same width thruout. They are used to find out whether there is any twist or “wind” in a board. This is done by placing them parallel to each other, one at one end of the board, and the other at the other end. By sighting across them, one can readily see whether the board be twisted or not, Fig. 206. The blades of two framing-squares may be used in the same manner.
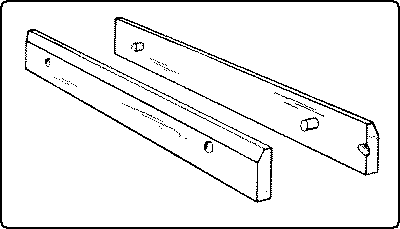
Fig. 205. Winding-Sticks, 12 inches Long.
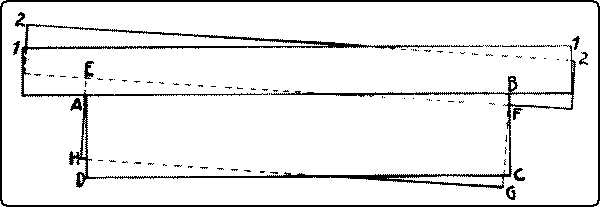
Fig. 206. Method of Using the Winding-Sticks.
Compasses or dividers, Fig. 207, consist of two legs turning on a joint, and having sharpened points. A convenient form is the wing divider which can be accurately adjusted by set-screws. A pencil can be substituted for the removable point. They are used for describing circles and arcs, for spacing, for measuring, for subdividing distances, and for scribing. In scribing a line parallel with a given outline, one leg follows the given edge, or outline, and the point of the other, marks the desired line. Used in this way they are very convenient for marking out chamfers, especially on curved edges, a sharp pencil being substituted for the steel point.
The beam-compass, Fig. 208, consists of two trammel-points running on a beam which may be made of any convenient length. It is used for describing large circles. A pencil may be attached to one point.
Calipers, outside and inside, Figs. 209, 210, are necessary for the accurate gaging of diameters, as in wood-turning.
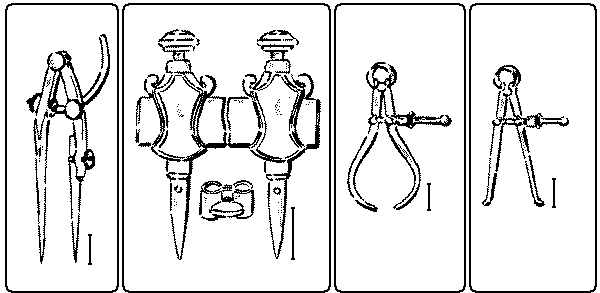
| 207 | 208 | 209 | 210 |
| Fig. 207. Winged Dividers. Fig. 208. Beam-Compass or Trammel Points. Fig. 209. Outside Calipers. Fig. 210. Inside Calipers. |
The marking-gage, Fig. 211, consists of a head or block sliding on a beam or bar, to which it is fixed by means of a set-screw. On the face of the head is a brass shoe to keep the face from wearing. Projecting thru the beam is a steel spur or point, which should be filed to a flat, sharp edge, a little rounded and sharpened on the edge toward which the gage is to be moved, Fig. 212. It should project about ⅛” from the beam. If the spur be at all out of place, as it is likely to be, the graduations on a beam will be unreliable. Hence it is best to neglect them entirely when setting the gage and always to measure with the rule from the head to the spur, Fig. 213.
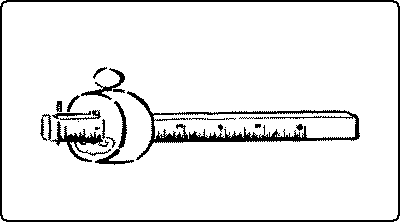
Fig. 211. Marking-Gage.
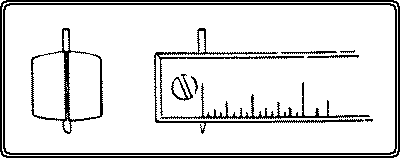
Fig. 212. Spur of Marking-Gage.
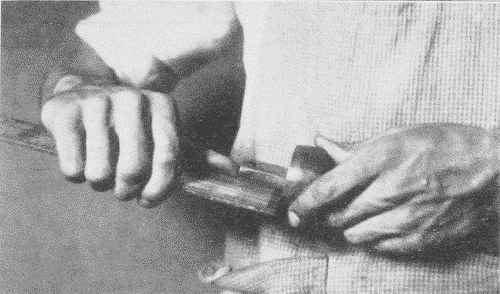
Fig. 213. Setting a Marking-Gage.
In use the beam should be tilted forward, so as to slide on its corner, Fig. 214. In this way the depth of the gage line can be regulated. Ordinarily, the finer the line the better. The head must always be kept firmly pressed against the edge of the wood so that the spur will not run or jump away from its desired course. Care should also be taken, except in rough pieces, to run gage lines no farther than is necessary for the sake of the appearance of the finished work. To secure accuracy, all gaging on the surface of wood, should be done from the “working face” or “working edge.”
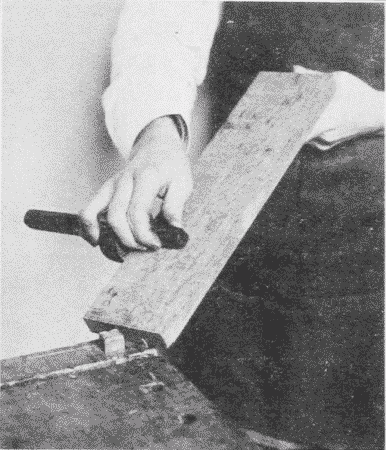
Fig. 214. Using the Marking-Gage.
It is sometimes advisable, as in laying out chamfers, not to mark their edges with a marking-gage, because the marks will show after the chamfer is planed off. A pencil mark should be made instead. For this purpose a pencil-gage may be made by removing the spur of a marking-gage, and boring in its place a hole to receive a pencil stub with a blunt point, or a small notch may be cut in the back end of the beam, in which a pencil point is held while the gage is worked as usual except that its position is reversed. For work requiring less care, the pencil may be held in the manner usual in writing, the middle finger serving as a guide, or a pair of pencil compasses may be used, one leg serving as a guide. A special gage is made for gaging curved lines, Fig. 215.
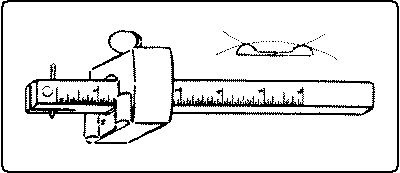
Fig. 215. Marking-Gage for Curves.
The cutting-gage, Fig. 216, is similar to a marking-gage, except that it has a knife-point inserted instead of a spur. It is very useful in cutting up soft, thin wood even as thick as ¼”.
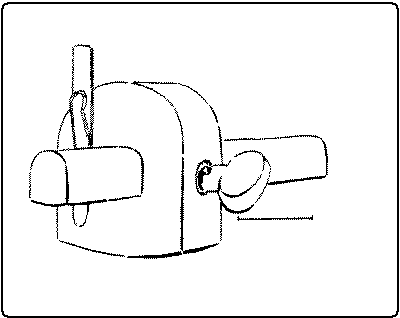
Fig. 216. Cutting-Gage.
The slitting-gage is used in a similar way, but is larger and has a handle.
The mortise-gage, Fig. 217, is a marking-gage with two spurs, with which two parallel lines can be drawn at once, as in laying out mortises. One form is made entirely of steel having, instead of spurs, discs with sharpened edges.
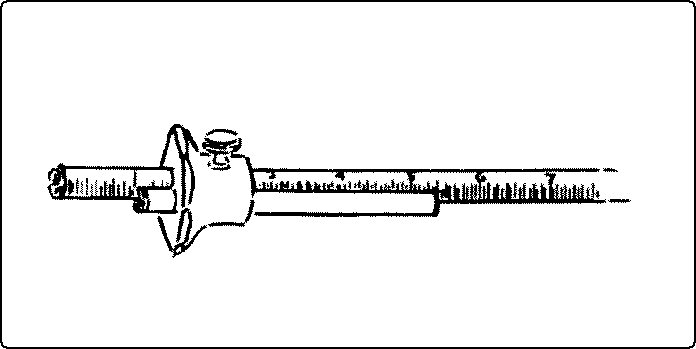
Fig. 217. Roller Mortise-Gage.
The scratch-awl, Fig. 218, has a long, slender point which is useful not only for marking lines, but for centering.
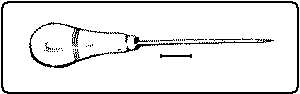
Fig. 218. Scratch-Awl.
The auger-bit-gage, Fig. 219, is a convenient tool for measuring the depth of holes bored, but for ordinary purposes a block of wood sawn to the proper length thru which a hole is bored, is a satisfactory substitute.
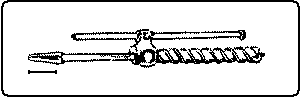
Fig. 219. Auger-Bit-Gage.
Screw- and wire-gages, Fig. 220, are useful in measuring the lengths and sizes of screws and wire when fitting or ordering.
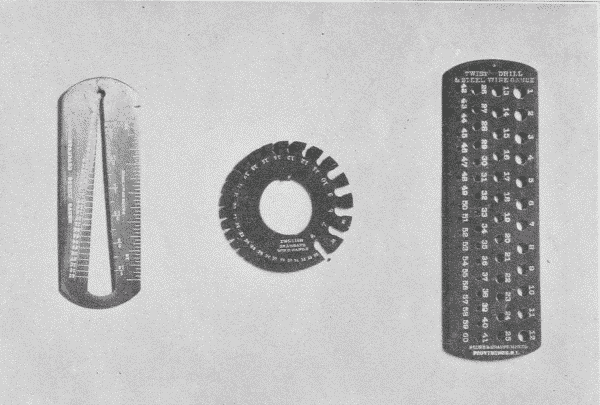
Fig. 220. Screw- and Wire-Gages. a. Screw-Gage. b. Wire-Gage. c. Twist-Drill-Gage.
The spirit-level, and the plumb-line which it has largely replaced, are in constant use in carpentering, but are rarely needed in shopworn.
Blackboard compasses, triangles, etc., are convenient accessories in a woodworking classroom.
8. SHARPENING TOOLS.
The grindstone for woodworking tools is best when rather fine and soft. The grinding surface should be straight and never concave. The stone should run as true as possible. It can be made true by using a piece of 1″ gas pipe as a truing tool held against the stone when run dry. Power grindstones usually have truing devices attached to them, Fig. 221. A common form is a hardened steel screw, the thread of which, in working across the face of the grindstone, as they both revolve, shears off the face of the stone. The surface should always be wet when in use both to carry off the particles of stone and steel, and thus preserve the cutting quality of the stone, and to keep the tool cool, as otherwise, its temper would be drawn, which would show by its turning blue. But a grindstone should never stand in water or it would rot.
It is well to have the waste from the grindstone empty into a cisternlike box under it, Fig. 221. In this box the sediment will settle while the water overflows from it into the drain. Without such a box, the sediment will be carried into and may clog the drain. The box is to be emptied occasionally, before the sediment overflows.
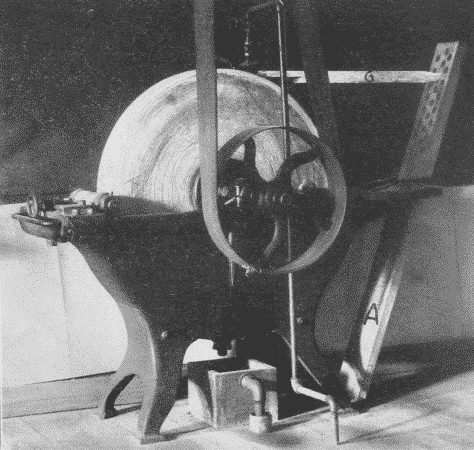
Fig. 221. Power Grindstone.
In order that the tool may be ground accurately, there are various devices for holding it firmly and steadily against the stone. A good one is shown in Figs. 221 and 222. This device is constructed as follows: A board A is made 2″ thick, 6″ wide, and long enough when in position to reach from the floor to a point above the level of the top of the stone. It is beveled at the lower end so as to rest snugly against a cleat nailed down at the proper place on the floor. The board is held in place by a loop of iron, B, which hooks into the holes in the trough of the grindstone. In the board a series of holes (say 1″ in diameter) are bored. These run parallel to the floor when the board is in place, and receive the end of the tool-holder. The tool-holder consists of four parts: (1) a strip C, 1½” thick, and as wide as the widest plane-bit to be ground. The forward end is beveled on one side; the back end is rounded to fit the holes in the main board A. Its length is determined by the distance from the edge of the tool being ground to the most convenient hole in A, into which the rear end is to be inserted. It is better to use as high a hole as convenient, so that as the grindstone wears down, the stick will still be serviceable; (2) a strip, D, of the same width as A and ⅞” thick, and 15″ to 18″ long; (3) a cleat, E, ⅝” × ¾”, nailed across D; (4) a rectangular loop of wrought iron or brass, F, which passes around the farther end of the two strips, C and D, and is fastened loosely to D by staples or screws.
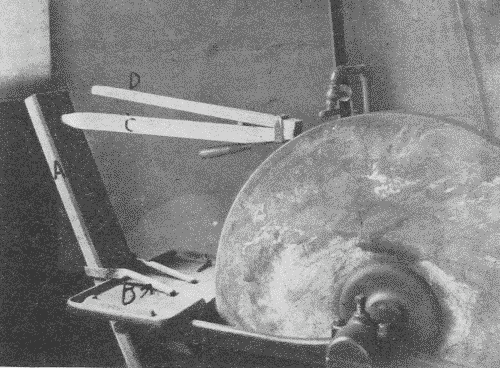
Fig. 222. Grinding Device.
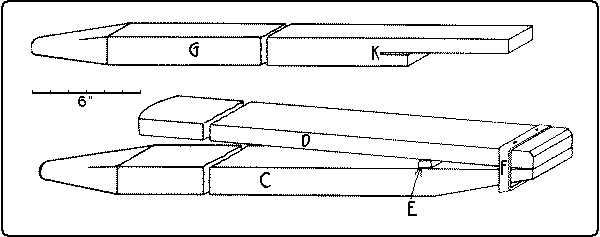
Fig. 223. Holder for Grinding Chisels or Plane-Bits.
The tool to be ground slips between this loop and the strip C, and is held firmly in place by the pressure applied to the back end of D, which thus acts as a lever on the fulcrum E.
Any desired bevel may be obtained on the tool to be sharpened, by choosing the proper hole in A for the back end of C or by adjusting the tool forward or backward in the clamp. As much pressure may be put on the tool as the driving belt will stand without slipping off.
A still simpler holder for the plane-bit only, is a strip of wood 1½” thick and 2″ wide, cut in the shape G shown in Fig. 223. The plane-bit fits into the saw-kerf K, and in grinding is easily held firmly in place by the hand. By inserting the rear end of the stick G into a higher or lower hole in the board A, any desired angle may be obtained. G is shown in position in Fig. 221.
All such devices necessitate a perfectly true stone. The essential features are, to have a rigid support against which the tool may be pushed by the revolving stone, to hold the tool at a fixed angle which may be adjusted, and to press the tool against the stone with considerable pressure. The wheel should revolve toward the edge which is being ground, for two reasons. It is easier to hold the tool steadily thus, and the danger of producing a wire edge is lessened. The edge as it becomes thin, tends to spring away from the stone and this tendency is aggravated if the stone revolves away from the edge. If the stone does not run true and there is a consequent danger of digging into the stone with the tool which is being sharpened, the stone would better revolve away from the edge. The grinding should continue until the ground surface reaches the cutting edge and there is no bright line left along the edge. If the grinding is continued beyond this point, nothing is gained, and a heavy wire edge will be formed.
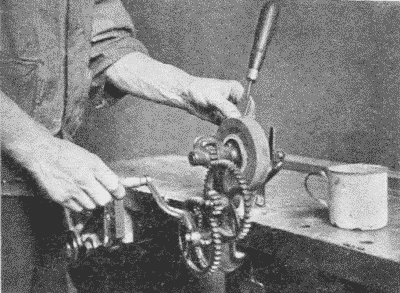
Fig. 224. Agacite Grinder.
A very convenient and inexpensive grinding tool, Fig. 224, sold as the “Agacite grinder,”7 has a number of different shaped grinding stones made chiefly of carborundum.
Footnote 7: Made by the Empire Implement Co., Albany, N. Y.
The oilstone. After grinding, edge tools need whetting. This is done on the whetstone, or oilstone. The best natural stones are found near Hot Springs, Arkansas. The fine white ones are called Arkansas stones, and the coarser ones Washita stones. The latter are better for ordinary woodworking tools. The India oilstone, an artificial stone, cuts even more quickly than the natural stones. It is made in several grades of coarseness. The medium grade is recommended for ordinary shop use. Oil is used on oilstones for the same purpose as water on a grindstone. When an oilstone becomes hollow or uneven by use, it may be trued by rubbing it on a flat board covered with sharp sand, or on sandpaper tacked over a block of wood.
Slipstones, Fig. 225, are small oilstones, made into various shapes in order to fit different tools, as gouges, the bits of molding-planes, etc.
Fig. 225. Slipstone.
Files are used for sharpening saws, augers, scrapers, etc.
9. CLEANING TOOLS.
The bench duster. Bristle brushes for cleaning the benches are essential if the shop is to be kept tidy.
Buffer. Wherever a lathe or other convenient revolving shaft is available, a buffer made of many thicknesses of cotton cloth is very valuable for polishing tools. The addition of a little tripoli greatly facilitates the cleaning.
Noyes, W. (1910). Chapter IV. WOOD HAND TOOLS. In Handwork in Wood (pp. 113-121). Peoria, Ill.: Manual Arts Press
Learn all about how to use these tools and more online here at the Heritage School of Woodworking’s Online Woodworking Courses. See our Basics of Joinery Course to see many of these measuring tools in use. Try out our Sharpening Course to learn all about using sharpening tools. To learn how to make your own tools, including cutting gauges, see our Toolmaking Class.
Comments are closed.